





Modern industrial facilities require flow control equipment capable of maintaining reliable operation, efficient process management, and long-term durability. Across industries such as petrochemical processing, water treatment, chemical manufacturing, oil transportation, and power generation, selecting a dependable Forged Steel Floating Ball Valve supports operational efficiency while helping organizations maintain stable and productive pipeline systems. Advanced valve technologies continue to play a critical role in supporting industrial growth and infrastructure development worldwide.
The performance of industrial valves begins with material quality. Forged steel is widely valued for its excellent strength, structural integrity, and resistance to operational stress. During the forging process, the material undergoes controlled shaping that improves its internal structure and enhances mechanical performance. These characteristics help create durable valve components capable of performing reliably in demanding industrial environments.
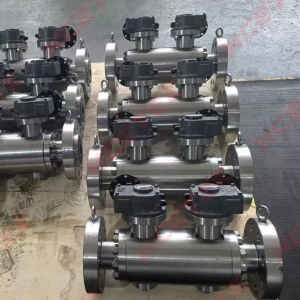
Floating ball valve designs are known for their simplicity and effectiveness. The ball component is not mechanically fixed within the valve body and instead relies on pressure-assisted sealing principles. During operation, system pressure helps create a secure seal between the ball and valve seats, supporting reliable shut-off performance. This design enables efficient flow control while maintaining dependable sealing capability across a variety of applications.
Reliable flow management remains essential for industrial operations. Facilities often depend on continuous production processes that require stable and predictable equipment performance. Advanced valve technologies support smooth operation, accurate control, and effective fluid isolation. Consistent performance contributes directly to improved productivity and enhanced operational confidence.
Durability is a major consideration when selecting industrial flow control solutions. Pipeline systems frequently encounter challenging operating conditions that include corrosive media, mechanical stress, and continuous operational cycles. Advanced manufacturing processes improve resistance to wear, fatigue, and environmental exposure, helping valve systems maintain long-term reliability while reducing maintenance demands.
Maintenance efficiency contributes significantly to overall equipment performance. Modern valve systems are designed with accessibility and serviceability in mind, enabling maintenance personnel to perform inspections and repairs more effectively. Reduced maintenance complexity helps facilities minimize downtime and improve equipment utilization. Efficient maintenance practices also support long-term cost management strategies.
Applications for forged steel floating valve technology span a wide range of industries. Petrochemical facilities utilize dependable flow control systems to support process efficiency and equipment protection. Water treatment operations benefit from reliable shut-off performance and durable construction. Oil transportation infrastructure depends on stable sealing capability and operational consistency. Manufacturing environments also rely on efficient flow management to maintain production quality and system reliability.
Automation technologies continue to reshape industrial operations. Intelligent monitoring systems, remote operation capabilities, and automated control platforms provide greater visibility into process performance. These technologies help organizations improve decision-making, optimize maintenance planning, and enhance operational efficiency. Automated solutions also contribute to predictive maintenance initiatives that improve asset reliability.
Environmental responsibility remains an important focus for industrial organizations. Reliable sealing technologies help minimize emissions and support sustainable resource utilization. Efficient valve performance contributes to environmental objectives while maintaining operational productivity and process reliability.
Many industrial projects require customized engineering solutions tailored to specific operating conditions. Manufacturers with flexible production capabilities can develop specialized valve configurations designed to address unique application requirements. Customized solutions help ensure compatibility and maximize performance across diverse industrial environments.
Safety remains a top priority throughout industrial operations. Dependable valve systems help protect personnel, equipment, and infrastructure while supporting stable process conditions. Advanced engineering practices and rigorous manufacturing standards contribute directly to safer working environments and improved operational reliability.
Organizations seeking durable and efficient flow control technologies often choose a professional Forged Steel Floating Ball Valve solution, while additional product resources and application information can be explored through https://www.ncevalve.com/product/ for specialized industrial requirements.